 |
| This is my Getzen Bb 'Eterna' cornet. I've owned this horn for about 16 years and when cleaning it I've always used a product called Penny Brite to make the inner slides of all the tuning slides all nice and shinny. This, I've discovered was a mistake. Especially in regards to the main tuning slide. It has become 'slick' and exibits the same characteristics of the 1st and 3rd valve tuning slides. Once I set the instrument in tune with an ensemble the slightest touch will push in the main slide causing me to instantly start playing quite sharp in relationship to the rest of the group. |
 |
| So, using my Sieg mini lathe, a 1/2" bar of cold rolled steel and a 1/4"carbide tipped tool bit, I made a double sided mandrel. |
 |
| Because the cornet is a conical bore instrument, I knew that the bottom inner slide of the main tuning slide would measure smaller than the top inner slide. The bottom measured in at .456. |
 |
| The top measured larger than the bottom at .458. |
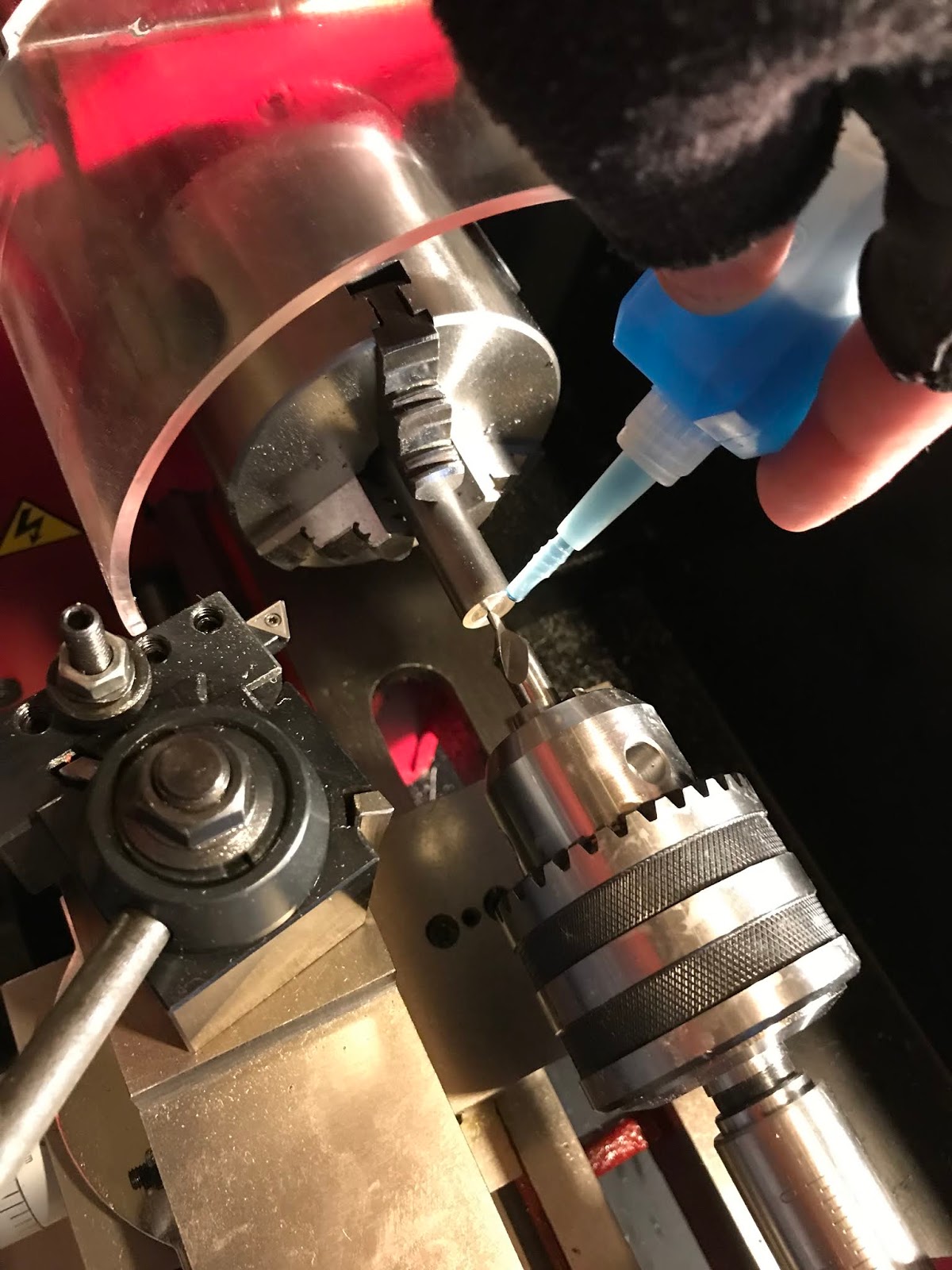 |
| Once I faced the end of the steel bar, I had to drill a small hole which whould accept the tip of a live center. The live center was mounted into the quill of the tail stock. When turning the steel, in this case, it will be extended from the chuck more than 3" so it must be supported by a live center. Failure to do so will not adequately stabilize the piece resulting in a ruff finish and possible damage to the tool bit. Ultimately, it's just not safe. |
 |
| Here is the finished mandrel on the left. On the right, the two handled roller I will be using to expand the diameter of the main tuning slide tubes. |
 |
| Here is the mounted mandrel in my vise. One side of the mandrel has been turned to .456 and the other to .458. I've marked them accordingly with permanent marker to distinguish between the two. I'd like possibly to engrave or scratch these measurements into the steal for future reference. |
 |
| Now I insert the main tuning slide onto the mandrel and apply pressure to the roller moving along the surface of the tuning slide. This pressure between the steel rollers' surface and that of the steel mandrel causes the softer brass metal in-between to slowly expand. The tight fit of the mandrel will ensure that the tube maintains it's roundness. Carefully rotating the tube on the mandrel, applying equal pressure and a constant checking of the fit on the cornet's outer slide tube will ensure that the proper expansion is reached. Thus, no more 'slick' slide! |



{kind=link}
{kind=link}
{kind=link}