 |
| This is the third valve slide from what I believe to be an 1930ish H. N. White cornet made in Cleveland, Ohio. The bottom of the third valve slide crook corroded and this is the hole that resulted after I picked at it with my poker. |
 |
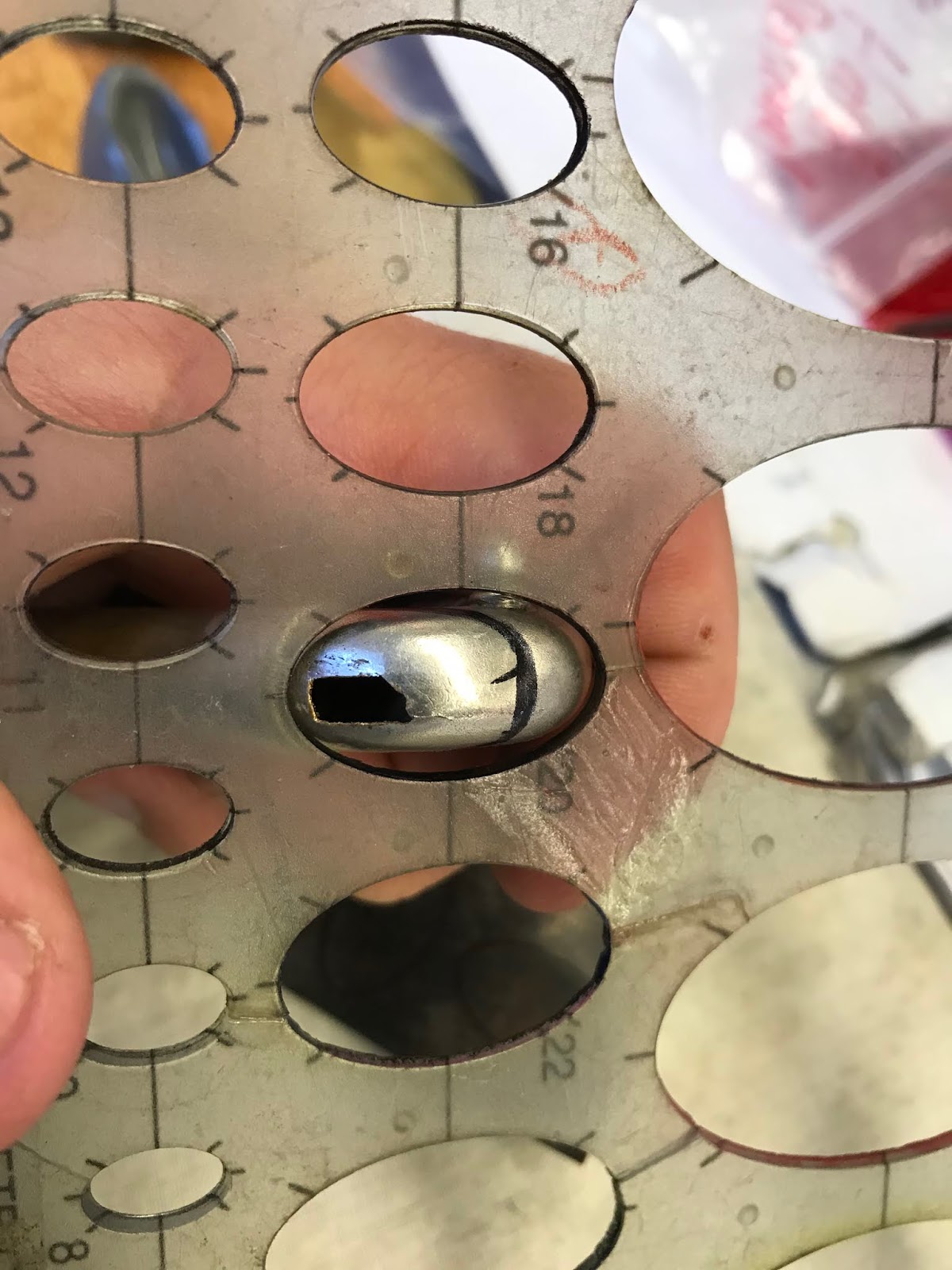
| Since the finish of the instrument is satin-silver, I chose to use 0.020" nickle-silver stock sheet metal. Nickle-Silver is harder to work with and I wanted to get the experience working with it. Here, I am using an oval templet to measure the size of the patch I need. |


 |
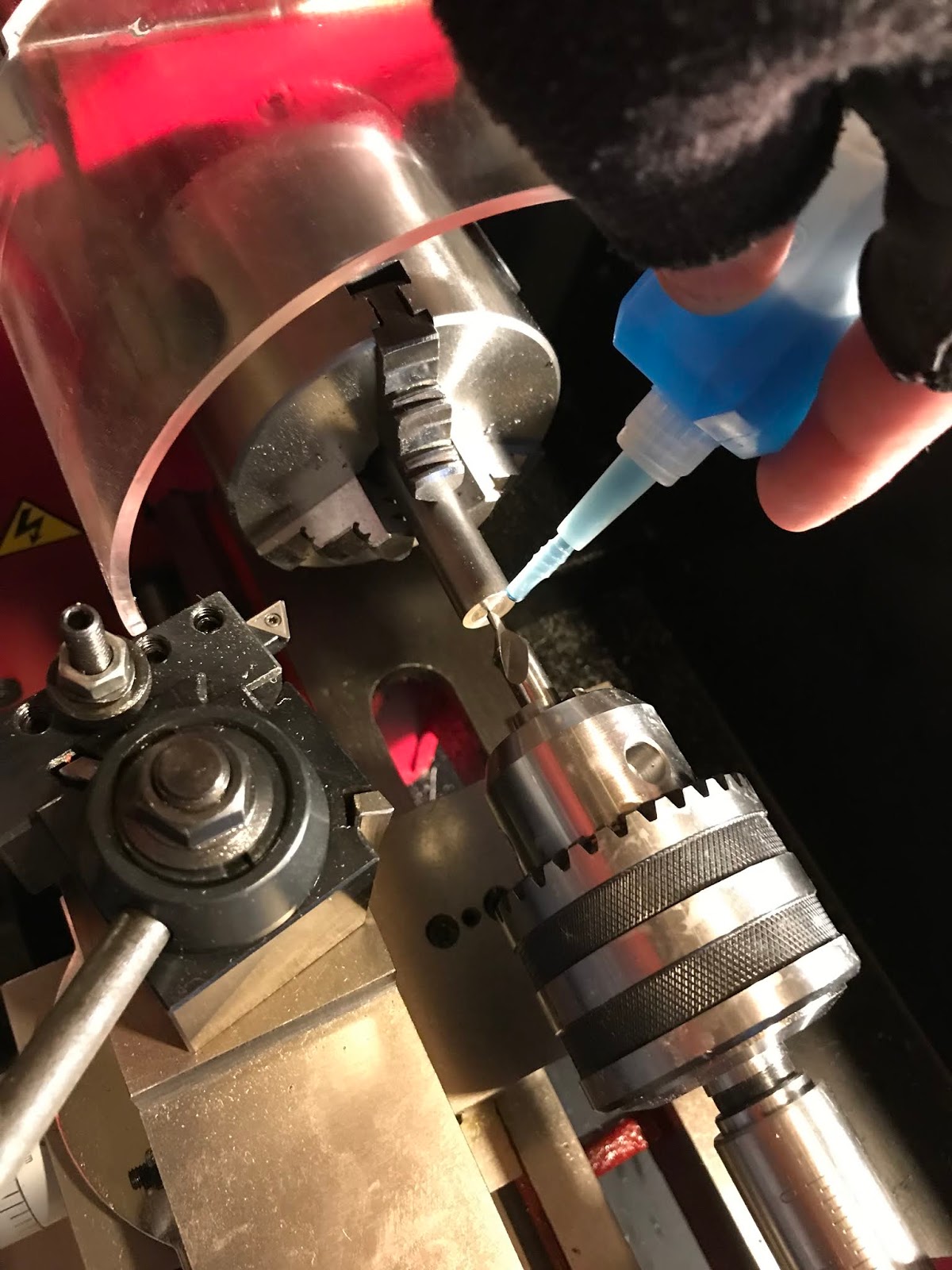
| After annealing the raw nickle-silver material with a torch, holding the metal at cherry red to make it pliable, I cut two patches to have a back-up in case my first attempt failed. I used a pair of what I was told is called "French Scissors". They are made in Germany. ???? |
 |
| Next, using microwavable putty, I created a form. After cooling and hardening, the created mold is used in conjunction with a claw hammer to shape the nickle-silver patch to conform to the arc of the third-valve slide crook. |




 |
| Before moving to the nickle-silver patches, I practiced the forming process with the molds on softer material, paper and brass. |
 |
| Here is the ruff nickle-silver patch I created with the putty moldings. Further shaping was done with jewelers files, 400-600-crocus cloth sandpaper and yellow rouge hand buffing. |
 |
| Checking for fit of final patch. |

 |
| Here is the completed patch soldered onto the third valve slide crook. I used lead free solder and I plan on matching the patch to the satin finish of the instrument. |

 |
| Here is the valve slide placed back on the body of the instrument. Done! |

 |
| The day after I completed the H. N. White cornet patch, I was asked to create a brass patch for a customer's Olds "Recording" trumpet. Beautiful instrument! Using an existing unlacquered brass crook, I use my jewelers saw to cut a patch. Time was saved doing this because the shaping, save some fine tuning, was already completed at the factory. |
 |
| Here's the worn spot on the bell knuckle. Acids from the owners skin have eaten through the lacquer and the brass creating this pinhole. In addition, the knuckle was dented. I corrected the dent and reshaped the knuckle being careful not to push through the hole. Now it's time to decide on the final shape of the patch. |

 |
| Here's the final patch soldered. I chose to use lead free solder because it has such a polished, bright silvery appearance. I wanted the patch to complement the overall appearance of the instrument. After some blending at the buffing wheel, I was quiet pleased with the results. The customer seemed to be pleased as well when he picked up the horn the next day. |




















































{kind=link}
{kind=link}
{kind=link}
{kind=link}